
| 一、零件信息 | |||
 |
|||
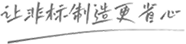
| 材质 | 45#合金钢 | 零件尺寸 | ∅45 x 14 |
| 核心特征 | 中心通孔尺寸及粗糙度 | 表面粗糙度 | Ra3.2 |
| 表面处理 | 无 | 数量 | 1件 |
| 工艺路线 | 准备材料 → 数控车床正面全加工 → 数控车床反面全加工 → 后处理 | ||
|
二、工艺分析 |
||
|
1、准备材料 |
||
|
加工项目 |
45#合金钢 ∅50 x 58 |
 |
|
介绍 |
选用 Φ50 棒材,为保证加工夹持刚性与成品尺寸余量,外径预留单边 2.5mm 径向加工余量,长度方向按成品 14mm 预留 4mm 切断刀宽及 40mm 装夹余量,下料毛坯尺寸为 Φ50×58mm,避免因装夹余量不足导致零件报废。 |
|
|
2、数控车床正面全加工 |
||
|
加工项目 |
正面全加工 |
 |
|
介绍 |
一次装夹端面、外圆、台阶、内孔的粗精加工,尺寸公差与表面粗糙度严格按图纸执行;切断面预留 0.2mm 加工余量,以消除二次装夹误差。 |
|
|
3、数控车床反面全加工 |
||
|
加工项目 |
反面全加工 |
 |
|
介绍 |
二次装夹加工反面端面、台阶至成品尺寸。 |
|
|
4、后处理 |
||
|
加工项目 |
去毛刺+清洗 |
 |
|
介绍 |
清除孔口、棱边加工所产生的毛刺,清洗切削油污,涂抹防锈油,避免毛刺划伤装配面和生锈。 |
|
| 三、成本结构 | |||
| 成本项 | 金额(元/件) | 构成明细 | 成本差异原因 |
| 原材料费 | 6 | 体积*密度*原材料单价(元/kg) | 原材料价格受钢材行情浮动影响,报价随原材料市价动态调整。 |
| 数控车床加工费 | 75 | 工程时间(工艺/编程费用+准备工时费用)+加工时间(孔加工、车削加工) | 加工工时为本项成本核心,单价受设备配置、地域、订单批量、图纸精度要求浮动。 |
| 后处理费 | 1 | 去毛刺+清洗 |
1、该工序为后续装配的必备项,不可盲目省工缩减;2、订单批量提升后,成本被摊薄,单件的后处理费用同步下降。 |
| 合计成本 | 原材料费6元 + CNC加工费75元 + 后处理费1元 = 82元 | ||
| 四、数量折扣 | ||||
| 数量 | 1件 | 5件 | 20件 | 51件 |
| 成本 | 82元 | 57.4元 | 32.8元 | 28.7元 |
| 折扣 | 0 | 30% | 60% | 65% |


 网络举报APP下载中心
网络举报APP下载中心
 中国互联网举报中心
中国互联网举报中心